-
Warehouse Racking
Warehouse Racking See all
-
Conveyors
Conveyors See all
-
Shelving
Shelving See all
-
Mezzanines
Mezzanines See all
-
Accessories
Accessories See all
-
Safety Products
Safety Products See all























Conveyors
Conveyor systems are a powerful and efficient way to move material through any industrial or warehouse setting. They can be customized to fit the specific needs of your facility. Browse our selection of warehouse conveyor belt systems for all your professional material handling needs. Contact us for more products, options, or a custom conveyor solution for your business.









Components

Industrial Conveyor Systems
Flexible Roller Conveyors
Flexible roller conveyors types of conveyor systems that are adaptable, portable systems designed to transport goods smoothly through changing layouts or temporary setups. They consist of interconnected rollers set within a flexible, accordion-like frame that can expand, contract, and curve, making them highly versatile in spaces with varying pathways. These conveyors are typically constructed from steel or aluminum for durability and are equipped with casters for easy repositioning.
Primarily used in loading docks, packaging, and assembly areas, flexible roller conveyors simplify the handling of items from trucks to staging areas or different warehouse zones. They are especially beneficial in environments needing temporary or modular material handling setups, as they can be expanded to the required length and reconfigured easily.
Flexible Gravity Conveyor System
Flexible gravity conveyors are non-powered, versatile conveyors designed for easy movement of items using gravity. They consist of a series of rollers or skate wheels mounted on a flexible conveyor frame that can be extended, contracted, and curved to fit different layouts. Built with materials like steel or aluminum, they often include caster wheels for easy repositioning and are popular for temporary or adaptable warehouse setups.
These conveyors are used for loading and unloading trucks, assembly lines, and distribution centers where a non-powered, low-maintenance solution for moving items over short distances is needed.
Flexible Powered Roller Conveyors
Flexible powered roller conveyors differ from flexible gravity conveyors in that they are equipped with motorized rollers, allowing for powered, controlled movement of items rather than relying on gravity alone. This makes them particularly useful for applications requiring steady flow and consistent speed, such as automated packaging lines, high-throughput loading/unloading docks, and conveyor systems that need precise item handling over varied distances.
Their key components include adjustable frames, motorized rollers, and sometimes speed controls. Flexible powered roller conveyors offer greater flexibility in moving heavier items or items that need to travel consistently across variable layouts, making them more efficient for automated processes compared to non-powered (gravity) options.
Trough Warehouse Conveyor System
Trough conveyors are distinct due to their U-shaped belt, designed to securely transport loose or bulk materials like grains, powders, or aggregates. This shape prevents spillage, especially over inclined or long-distance paths, making them ideal for heavy-duty handling of irregular items. In a warehouse setting, trough conveyors align well with other equipment by integrating with chutes, loaders, and hoppers for streamlined material flow. They are often compatible with automated systems, supporting seamless transitions to packaging, sorting, or storage equipment within industrial operations.
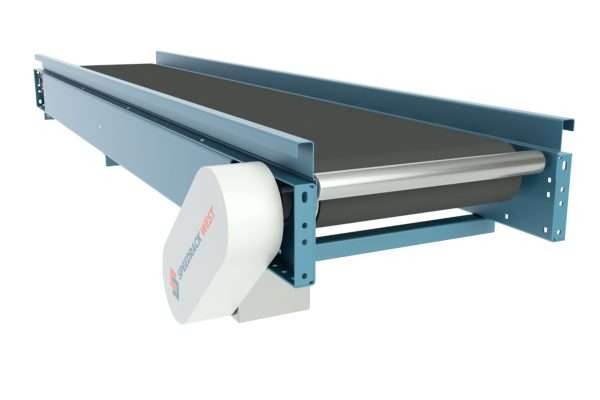
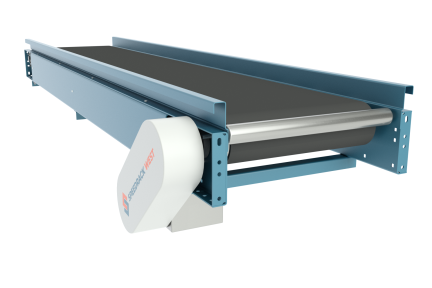
Belt Driven Conveyors
Belt-Driven Conveyors are commonly used in warehouses due to their versatility and efficiency in moving products over both short and long distances. They consist of a conveyor belt made from rubber or synthetic materials, stretched over rollers or pulleys, which are powered by a motor. The belt can be smooth or textured, depending on the materials being transported.
Benefits:
- Smooth, continuous flow for uniform items
- Ideal for transporting products on inclines or declines
- Low maintenance with adaptable speed controls
- Reduces product handling time by creating efficient, consistent movement
Main Use Cases: Belt-driven conveyors are ideal for applications requiring steady transport over longer distances, commonly used in order fulfillment, assembly lines, and packing stations. Their ability to handle inclines also makes them valuable in multilevel warehouse environments, easily integrating with mezzanines and other storage solutions and minimizing safety risks for items of various sizes and weights making distribution and fulfillment optimized and safe.
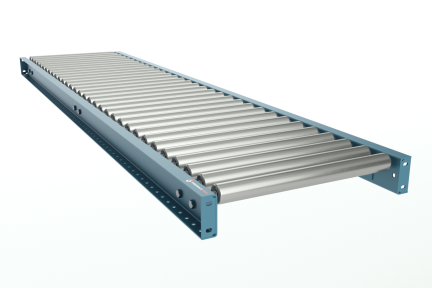
Powered Roller Conveyors
Powered Roller Conveyors are popular in warehouses for their ability to transport items smoothly and consistently with motorized rollers. They consist of a series of rollers powered by motors or chains, which propel items along the conveyor line without manual force.
Benefits:
- Efficient, automated handling of medium to heavy items
- Allows for speed control, ensuring items move at a consistent rate
- Ideal for reducing handling time and labor needs
Main Use Cases: These conveyors are used in sorting, assembly, packaging, and order fulfillment lines
Plastic Belt Conveyors
Plastic Belt Conveyors are designed with modular plastic belts rather than traditional rollers or rubber belts, making them especially suited for delicate or cleanroom environments, like food processing or pharmaceuticals.
Benefits:
- Resistant to corrosion, easy to clean, and ideal for sanitary applications
- Durable and modular, allowing sections to be easily replaced or modified
- Provides a smooth, stable surface for moving delicate items
Main Use Cases: Used in food production, pharmaceuticals, and packaging lines where sanitation and product stability are essential. They handle items needing careful transport, such as food products or fragile packages, often integrating into automated and hygienic processing lines.
Chain-Driven Live Roller Conveyor
Chain-Driven Live Roller Conveyors are rugged conveyors where each roller is powered by chains, making them ideal for handling heavy or bulk items. The chain-driven mechanism provides excellent torque, allowing for the smooth movement of heavy loads, including pallets, industrial parts, and large crates.
Benefits:
- Designed for heavy-duty applications, ideal for high-capacity loads
- Durable and low maintenance, suited for continuous operation
- Provides controlled movement and reliable transport in demanding environments
Main Use Cases: Often used in manufacturing, distribution, and heavy industries for transporting large items through production, assembly, or packaging lines. They’re especially effective in areas where smooth handling of substantial loads is essential.
Line Shaft Conveyors
Line Shaft Conveyors are warehouse conveyors where rollers are powered by a single rotating shaft connected by spools and belts. This design allows for smooth, synchronized roller movement, making them highly effective for handling lightweight items in high-speed operations.
Benefits:
- Energy-efficient, as one motor powers multiple rollers
- Quiet and smooth operation, ideal for environments with lighter loads
- Easy to configure and expand, making them adaptable for changing layouts
Main Use Cases: Line shaft pallet conveyors are commonly used in distribution centers, order-picking operations, and packaging lines, particularly for lightweight items that require consistent flow and sorting. They’re especially suited to flexible, high-throughput environments where products need to be moved or diverted at various stages.
Automation Sortation Conveyors
Sortation Conveyors are specialized automated conveyors that automatically sort products based on predetermined criteria, often using sensors, diverters, and barcode scanners. These conveyors help streamline high-speed order fulfillment by directing products to designated lanes or chutes for packaging, storage, or shipping increasing productivity drastically and optimizing the process.
Benefits:
- Efficiently handles high volumes and speeds, reducing manual sorting time
- Increases order accuracy and minimizes errors
- Compatible with warehouse automation systems, integrating with scanning and inventory management
Main Use Cases: Used extensively in e-commerce, distribution centers, and logistics hubs, where rapid sorting is essential for managing large orders and streamlining product flow.
Accumulation Conveyors
Accumulation Conveyors are warehouse conveyor systems designed to manage and buffer product flow by allowing items to collect, or “accumulate,” without touching each other. They typically use sensors or zones to control product spacing, reducing contact and protecting items from damage while they wait for downstream operations. Such automated conveyor systems are suitable for all types of warehouse design.
Benefits:
- Prevents product pileups and reduces item handling strain
- Efficiently manages workflow by controlling product flow rates
- Reduces bottlenecks, especially in high-speed systems
Main Use Cases: Often used in packaging, sorting, and assembly lines, where controlled flow and accumulation are essential for smooth, efficient operation such conveyor solutions are used to transport variety of products automating your warehouse operations.
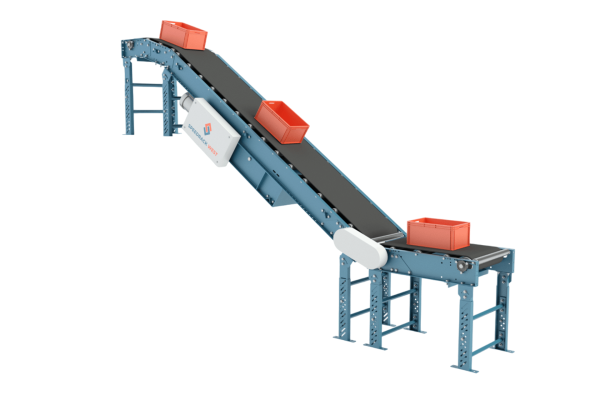
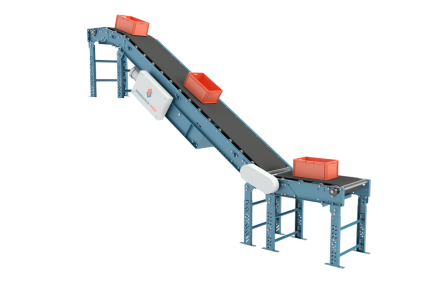
Incline Conveyors
Incline Conveyors are conveyors designed to transport items between different heights, such as moving goods to upper levels or mezzanines within a warehouse. These conveyors use a continuous belt or rollers angled to ensure smooth, secure item movement, often equipped with cleats or friction belts to prevent items from sliding back.
Benefits:
- Efficient vertical transport, saving floor space
- Reduces manual lifting, enhancing safety
- Provides smooth, controlled transport on slopes
Main Use Cases: Incline conveyors are widely used in distribution centers, warehouses, and manufacturing facilities for efficient multi-level transport, loading docks, and conveyor systems requiring height changes.