























Benefits of Conveyor Systems in Warehouses
Conveyors are essential for moving products efficiently throughout the warehouse. With various types available, you can choose one that suits your specific warehouse needs. Whether you handle pallets, small parts, or oversized items, conveyors can increase productivity, save labor costs, and improve operational flow.
Benefits of Conveyor Systems in Warehouses
Conveyors are essential for moving products efficiently throughout the warehouse. With various types available, you can choose one that suits your specific warehouse needs. Whether you handle pallets, small parts, or oversized items, conveyors can increase productivity, save labor costs, and improve operational flow.
Key Benefits of Conveyor Systems:
- Efficiency: Boosts productivity by speeding up the movement of goods.
- Cost Savings: Reduces manual labor, helping lower operational costs.
- Simple Maintenance: Low-maintenance and cost-effective to operate.
- Versatility: Available in designs that use gravity or powered systems, and they can also create buffer zones between operations.
- Integration: Can easily be integrated with existing racking systems to optimize space and improve storage and transportation efficiency.
Types of Conveyor Systems for Your Warehouse
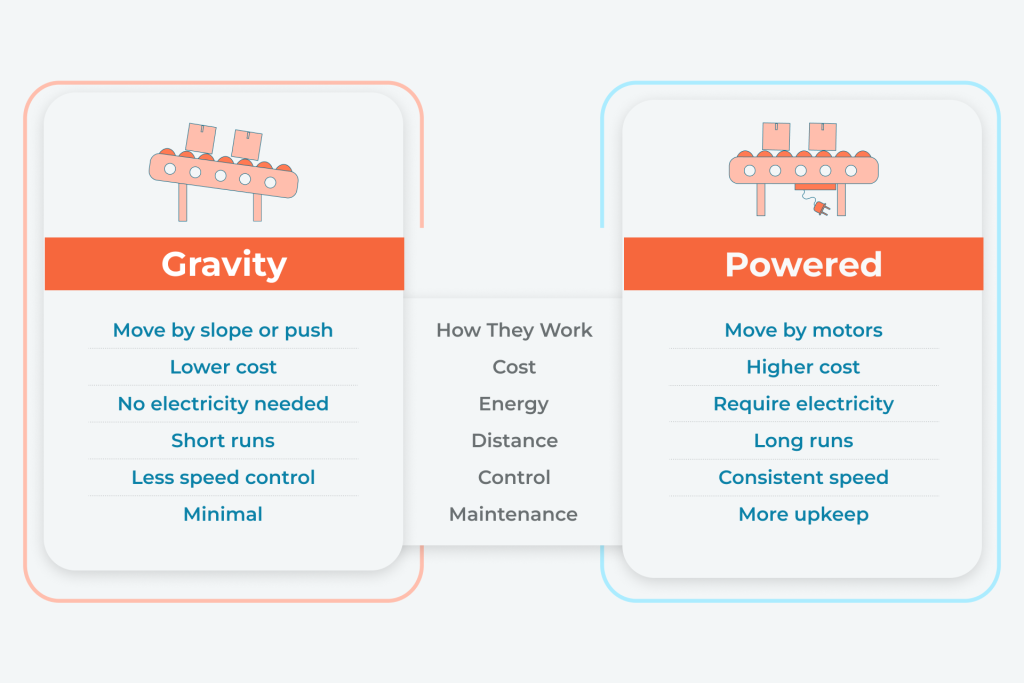
Conveyor systems can generally be divided into two main categories: gravity flow/hand push conveyors and powered conveyors.
Gravity Conveyors. These rely on gravity and are a simple, cost-effective way to move products without external power. They use rollers, wheels, or chutes to transport items across sloped surfaces. Gravity conveyors are ideal for moving goods over short distances within the warehouse.
Powered Conveyors. Powered conveyors use motors to move products and come in various styles, typically named after their primary features. These systems efficiently handle a wide range of products.
Below are some of the most common types of warehouse conveyor systems:
1. Belt Conveyor Systems
Belt conveyors are popular for moving items that need continuous, steady motion, like cartons and bags. They work for both light and heavy loads, and can handle inclines and declines, making them great for multi-level warehouses. Here are some basic types of belt conveyor systems:
Roller Bed Conveyor Belts: These have a surface made up of rollers, making them ideal for longer distances and heavier loads.

Slider Bed Belt Conveyors: Among the most popular powered conveyors, these provide an economical solution for transporting goods in packing stations, assembly lines, and inspection lines.

Flat Belt Conveyors: Ideal for slow-moving assembly lines or wash-down areas, flat belt conveyors use natural and synthetic belts made from a variety of materials. Available in both roller bed and slider bed construction.

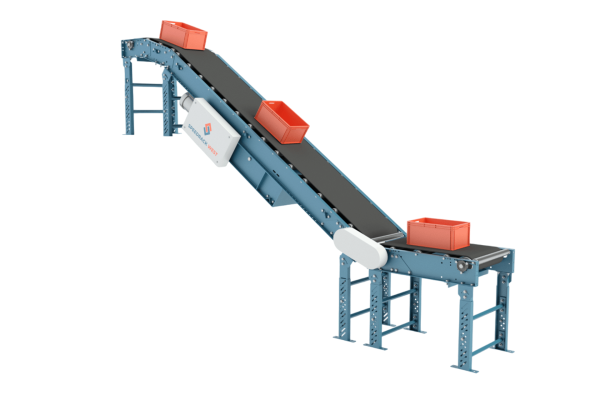
Incline/Decline Belt Conveyors: These conveyors are designed to move items up or down on a rough belt surface, similar to cleated belt conveyors, and come in a variety of models.

Vertical Belt Conveyors: Used for transporting bulk materials in an upright position, these conveyors help move goods efficiently in vertical directions. These conveyors typically have cleats or buckets attached to the belt.

For industrial conveyor belt systems, it’s crucial that the belts are wear-resistant to withstand weight, temperature variations, and other environmental factors. Wire mesh belt conveyors, often used in harsh conditions, feature interwoven metal wires for durability and strength.
2. Roller Conveyor Systems
Roller conveyor systems utilize a series of rollers to transport products and are particularly effective for moving pallets or heavier items. They are available in two main types:
Powered Roller Conveyors: The powered roller conveyor systems use motorized rollers. They drive the conveyors, eliminating the need for drive belts, chains, or line shafts. That is why the powered roller accumulator conveyor has revolutionized the automated conveyor industry.

Gravity Roller Conveyors: These rely on gravity to move products, with no external power required. They are a cost-effective solution for transporting items across short distances or between different areas in the warehouse, especially for pallets and bulk goods.

Both types of roller conveyors are well-suited for handling heavier loads, making them a popular choice for warehouse operations where pallets or larger items need to be moved efficiently.
3. Chain Conveyor Systems
Chain conveyors use chains to drag items along a track, making them ideal for transporting heavy goods like pallets or industrial components. They’re durable but slower than belt conveyors.

There is also a specialized version called tabletop chain conveyors, or “flat top” conveyors. These systems offer one of the smoothest ways to transport products such as food, beverages, and pharmaceuticals. The defining feature is a smooth belt made from flat top plates that are linked and hinged together, allowing for stable movement of items, even in an upright position. Unlike roller or skate conveyors, tabletop chain conveyors ensure consistent, smooth motion and are powered by a motor.

4. Overhead Conveyor Systems
These conveyors hang from the ceiling, optimizing floor space by moving items above ground-level operations. Common in assembly lines, garment handling, and painting processes, they free up valuable floor space.

5. Sortation Conveyor Systems
Sortation conveyors automatically route items to their correct destinations, making them essential in goods-to-person picking systems.There are two main types of sortation conveyor systems:
Linear Sortation Systems (Shoe Sorters): In linear sorters, the conveyor is always running, which eliminates the need to stop the belt to divert items. Items are scanned on the conveyor surface and automatically directed to the appropriate branches based on their characteristics, such as size or weight. This type of system is ideal for continuous product flow and can divert items to one or both sides. With linear sorters, items enter the system at a single location.

Loop Sortation Systems (Circular Sorters): Unlike linear sorters, loop sortation systems feature multiple induction points where items can be placed into the sorter. This allows for greater flexibility and the ability to handle higher volumes of items in warehouses with multiple sorting points.

6. Incline/Decline Conveyor Systems
Incline and decline conveyors make moving items between vertical levels faster and easier. They can run at speeds from 30 to 120 feet per minute, much faster than manually moving products. Incline conveyors move products upward, while decline conveyors rely on gravity to move items down.

7. Gravity Conveyors
Gravity conveyors don’t need power, which makes them a cost-saving solution. These conveyors can also be flexible and can be easily customized or reconfigured based on changing warehouse needs. They’re commonly used for sorting, order picking, and loading/unloading trucks.
Factors to Consider When Choosing a Conveyor System
- Warehouse Layout: Your warehouse’s size and shape will dictate the type of conveyor you need. If floor space is tight, an overhead conveyor might work best, while belt conveyors are great for multi-level operations.
- Product Types: The weight, size, and shape of your products will help determine the conveyor system you need. Pallet conveyors handle heavier loads, while belt conveyors are ideal for smaller or irregularly shaped items.
- Automation and Productivity: If your goal is to automate, select a system that can integrate with robotics or other automation technologies, typically powered conveyors. This will improve productivity by streamlining processes and reducing manual work.
- Speed and Throughput: Consider how fast the system needs to move products and the volume of items it can handle. If you need high throughput, opt for a faster conveyor.
- Durability and Maintenance: Look for a conveyor that can handle long-term use with minimal upkeep. For example, chain conveyors are durable but may need more maintenance, while belt conveyors typically require less.
- Safety: Ensure that your conveyor system includes safety features like guards or emergency stops to prevent accidents and protect employees.
Warehouse Operations Optimization with the Right Conveyor System
Choosing the right conveyor system is key to improving warehouse efficiency. By investing in the right solution, you can increase productivity, lower labor costs, and enhance overall operations. Always consult a conveyor expert when installing or upgrading your system to ensure it fits your specific needs.
Choose With Confidence
We’ll help you match the right conveyor to your workflow.
Used Resources
Products, discussed in the article




Was this helpful?